Olá amigos, segue uma vídeo aula que fiz para dimensionamento de correias para compressores e máquinas industriais.
quinta-feira, 20 de setembro de 2018
quarta-feira, 29 de agosto de 2018
quinta-feira, 23 de agosto de 2018
Inspeções e laudos técnicos para que?
Olá amigos!!!
Um grande abraço e até lá!
Muito se fala nos dias atuais sobre inspeções e laudos técnicos, mas, para que são utilizados, e quais suas finalidades?
Bom; a resposta é simples.
Manter a segurança e integridade física do equipamento e das pessoas que trabalham com os mesmos ou próximas à eles.
As inspeções e laudos se baseiam nas normas vigentes para cada seguimento, tais normas, indicam quais as formas de se avaliar se o equipamento, dispositivo, sistema ou construção apresentam riscos para as pessoas que os operam ou usufruem dele.
Não é só isso; as normas também indicam as condições ideais de trabalho, dados, cálculos para o desenvolvimento de projeto, tipos de materiais, dimensões, espessuras, resistências mecânicas, texturas, folgas, dentre outros..
Dessa forma, não há como o engenheiro, projetista, arquiteto ou técnico desenvolver um projeto sem promover a segurança ideal de trabalho ou uso (edificações).
As inspeções são utilizadas a muitos anos, porém, devido à acidentes de grandes proporções, a cobrança pelas inspeções e laudos estão sendo constantemente cobradas pelos órgãos controladores (CREA, CAU).
Na história, temos inúmeros casos de acidentes que ocorreram devido à ausência de inspeções, ou até mesmo o não cumprimento das normas vigentes para o setor.
Cabe a nós engenheiros, projetistas, arquitetos e técnicos, fazer o uso correto das normas, cobrar e fazer as inspeções necessárias em nosso seguimento. Entre em contato com o CREA, CAU mais próximo de você e solicite mais informações.
Com a velocidade das informações e cursos ofertados atualmente, fica mais fácil a realização de treinamentos, certificações e atualizações das normas aplicadas em cada setor.
Procure sempre se atualizar com as mudanças que ocorrem nas normas de seu seguimento, pois a cada atualização, podem ser solicitados dados que na versão anterior não eram apresentadas ou cobradas, e que poderá ocasionar até na impossibilidade de utilização do equipamento.
Gostou dessas dicas? Fique atento para as próximas postagens.
Um grande abraço e até lá!
Engenheiro Christian Eduardo Moreira de Souza – Gerente de Projetos da Promont Engenharia.
Formado pela Universidade Paulista – UNIP – Bacelar, pós-graduação em Gestão de Projetos – PMI e mestrando em Processos de Fabricação pela Universidade Júlio de Mesquita Filho – Unesp – Ilha Solteira.
Engenheiro Christian Eduardo Moreira de Souza
Consultoria, Inspeção Nr13, Treinamento e Palestras
e-mail: christian_eduardo81@yahoo.com.br
CEL: 018 997587672
Como montar um trabalho bem estruturado para a faculdade
Olá amigos!!!
No post de hoje, quero dar algumas dicas que te dará um norte na hora de fazer seu trabalho escolar.
Se você está lendo esse post, com certeza já precisou fazer aquele trabalho para fechar com chave de ouro sua matéria no semestre.
Sem mais delongas, darei algumas dicas que o ajudará a melhorar suas fontes de pesquisa aumentando a qualidade de seu trabalho.
Até a próxima!
No post de hoje, quero dar algumas dicas que te dará um norte na hora de fazer seu trabalho escolar.
Se você está lendo esse post, com certeza já precisou fazer aquele trabalho para fechar com chave de ouro sua matéria no semestre.
Sem mais delongas, darei algumas dicas que o ajudará a melhorar suas fontes de pesquisa aumentando a qualidade de seu trabalho.
Escolha uma fonte confiável para sua pesquisa. De que forma?
Para a realização de quaisquer tipo de trabalho, as fontes devem ter "credibilidade". A internet está cheia de conteúdos, mas qual conteúdo é verdadeiro e de qualidade reconhecida no meio acadêmico?
Para que não caia no erro, sempre procure seus materiais de pesquisa em sites cuja a publicação só é realizada após uma análise criteriosa de profissionais da área, especialistas, doutores ou sites específicos.
Faça sua pesquisa em sites científicos, bibliotecas de universidades, papes publicados por acadêmicos, revistas ou sites especializados no assunto.
Evite trabalhar com assuntos que conseguiu através de uma pesquisa rápida, a chance de coletar uma informação errada será grande.
Alguns exemplos para pesquisas de trabalho.
Esses são alguns exemplos cuja as fontes são confiáveis e poderão te oferecer materiais de ótima qualidade. Lembre-se, são alguns exemplos, há inúmeros sites e revistas que oferecem materiais de ótima qualidade.
NOTA: Copiar exatamente como está no texto não é um problema, desde que SEMPRE o autor seja identificado e a fonte onde foi retirada, seja ela um texto, foto, tabela, o que importa é a citação da fonte, não se esqueça, a referência do autor é muito importante.
Caso o autor leia seu trabalho, o mesmo ficará muito feliz em ver que você usou o trabalho dele para suas pesquisas, desde que esteja citado. Ok?
A quantidade de fontes para referência e montagem é muito importante, fará com que seu trabalho esteja rica de informações, coletando informações de um autor e complementando com outros. No final de seu trabalho perceberá o quão rico e completo seu trabalho ficou.
Falar que seu trabalho deverá seguir as normas ABNT seria redundante, mas cabe aqui ressaltar essa informação. Há vários materiais na internet que comentam sobre o assunto. Não esqueça de pesquisar sobre o assunto.
Lembre-se, para cada modelo de trabalho, seja ele científico ou acadêmico, sua estrutura mudará, portanto verifique a norma e estruture seu trabalho de acordo com sua necessidade.
Fiquem atentos a essas dicas!
Até a próxima!
Engenheiro Christian Eduardo Moreira de Souza – Gerente de Projetos da Promont Engenharia.
Formado pela Universidade Paulista – UNIP – Bacelar, pós-graduação em Gestão de Projetos – PMI e mestrando em Processos de Fabricação pela Universidade Júlio de Mesquita Filho – Unesp – Ilha Solteira.
Engenheiro Christian Eduardo Moreira de Souza
Consultoria, Inspeção Nr13, Treinamento e Palestras
e-mail: christian_eduardo81@yahoo.com.br
CEL: 018 997587672
quarta-feira, 29 de março de 2017
Tratamentos térmicos - Normalização
Olá amigos, como é bom revê-los!
Na sequência sobre a metalurgia, citarei hoje sobe normalização dos aços. Lembrando que esses posts serão divididos por assunto por se tratarem de assuntos extensos.
Espero que gostem dessa série de posts.
Processo de tratamento térmico
Normalização
Como citado anteriormente, no tratamento térmico, o principal objetivo é o de modificar suas propriedades físicas, com o objetivo de melhorar sua aplicação, usinabilidade, retirar tensões internas, dentre outros.
A normalização visa refinar a granulação grosseira de peças de aço fundido principalmente; freqüentemente, e com o mesmo objetivo, a normalização é aplicada em peças depois de laminadas ou forjadas. A normalização é ainda usada como tratamento preliminar à têmpera e ao revenido, justamente para produzir estrutura mais uniforme do que a obtida por laminação. Os constituintes que se obtém na normalização são ferrita e perlita fina ou cementita. Eventualmente, dependendo do tipo de aço, pode-se obter a bainita.
Como mostrado nos posts anteriores, no processo de solidificação, quando o metal é inserido no molde, encontra-se no estado liquido. Devido esta condição; o líquido ocupa todos os lugares no molde iniciando nesse momento o processo de solidificação.

A solidificação ocorre das extremidades para o centro.
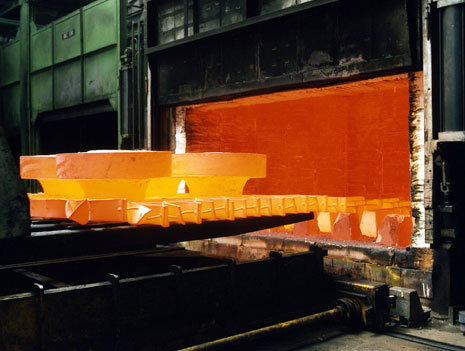
Como se pode notar na figura acima, é intuitivo que o aço ao se solidificar se resfria mais rápidamente em sua extremidade, e consequentemente seu interior se resfriará mais lentamente.
Essa diferença na velocidade de resfriamento, faz com que a sua estrutura cristalina tenha uma granulação diferente, granulação grosseira e granulação fina como mostrado abaixo.

Resumindo a figura acima:
Ao se solidificar, o aço localizado em sua extremidade se resfriou mais rapidamente, fazendo com que superfície se torne mais "dura", e mais ao centro sua estrutura se torna mais "mole".
Nesse momento para que se homogenize sua estrutura, é necessário que se faça uma normalização no aço. Com esse processo, sua estrutura cristalina no centro será a mesma que a da extremidade.
O processo de Normalização é feito em duas partes, o tempo depende da espessura da peça em atmosfera controlada e resfriamento ao ar. É feito o aquecimento (austenização) a mais ou menos 900°C e o resfriamento é até 600°C. Na alteração de temperatura, a estrutura passa de austenita para perlita e ferrita.
Consiste no aquecimento do aço a uma temperatura acima da zona crítica, seguindo de resfriamento no ar. Para os aços hipoeutetóides, pode-se admitir que a temperatura de aquecimento ultrapasse a linha A3 e para os hipereutetóides a linha Acm sem os inconvenientes , neste último caso, no esfriamento ao ar que se seguem da formação do invólucro frágil de carbonetos.
O refino de grão proporcionado pela normalização resulta de aumento de resistência mecânica e tenacidade, e a homogeneização resultante também contribui nesse sentido.
Ciclo térmico de normalização: consiste no aquecimento até o campo austenítico (austenitização: acima de Ac3), seguido de resfriamento ao ar. Microestrutura resultante: ferrita e perlita.
Alguns aços, de elevada temperabilidade como os aços-ferramenta não devem ser normalizados pois temperam ao ar, resultando em microestrutura martensítica.
A taxa de resfriamento da normalização é função da geometria (dimensões e forma) da peça.
 |
| Processo de normalização de um aço. Fonte: http://www.ebah.com.br/content/ABAAAA-rgAD/apostila-materiais |
Bom amigos; espero que tenham gostado deste post, nos próximos, continuarei falando sobre tratamentos térmicos nos aços.
Espero vocês lá... Grande Abraço.
Engenheiro Christian Eduardo Moreira de Souza – Gerente de Projetos da Promont Engenharia.
Formado pela Universidade Paulista – UNIP – Bacelar, pós-graduação em Gestão de Projetos – PMI e mestrando em Processos de Fabricação pela Universidade Júlio de Mesquita Filho – Unesp – Ilha Solteira.
Engenheiro Christian Eduardo Moreira de Souza
Consultoria, Inspeção Nr13, Treinamento e Palestras
e-mail: christian_eduardo81@yahoo.com.br
CEL: 018 997587672
sexta-feira, 3 de março de 2017
Tratamentos térmicos - Têmpera.
Olá amigos, como é bom revê-los!
Bom, na sequência sobre a metalurgia, começarei citanto sobre tratamentos térmicos. Esses posts serão divididos por assunto por se tratarem de assuntos extensos.
Espero que gostem dessa série de posts.
Processo de tratamento térmico
Muitas vezes você já ouviu na indústria que determinada peça deverá passar ou passou por um processo de tratamento térmico. E você ficou se perguntando.
"Tratamento térmico? O que é isso, e para que serve?"
Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento, manutenção da temperatura em um determinado tempo e resfriamento, com o objetivo de alterar suas propriedades cristalinas ou conferir-lhes características pré-determinadas.
Os principais objetivos dos tratamentos térmicos dos aços envolvem:
- Remoção de tensões residuais decorrentes de processos mecânicos de conformação ou térmicos
- Refino da microestrutura (diminuição do tamanho de grão)
- Aumento ou diminuição de dureza
- Aumento ou diminuição da resistência mecânica
- Aumento da ductilidade
- Melhoria da usinabilidade
- Aumento da resistência ao desgaste
- Melhoria da resistência a corrosão
- Melhoria da resistência a fluência
- Modificação de propriedades elétricas e magnéticas
- Remoção de gases após operações de recobrimento por meio de processos galvânicos (desidrogenação).
Para exemplificar melhor.
Você já deve ter visto em uma oficina em um determinado momento alguém aquecer uma talhadeira ou um pedaço de metal com um maçarico e depois resfriá-lo na água. Pois bem, esse processo é chamado de têmpera, contudo, a água nesse caso não contem sais minerais.
Você já deve ter visto em uma oficina em um determinado momento alguém aquecer uma talhadeira ou um pedaço de metal com um maçarico e depois resfriá-lo na água. Pois bem, esse processo é chamado de têmpera, contudo, a água nesse caso não contem sais minerais.
Nesse caso, o mecânico aqueceu o metal, o manteve por um determinado tempo em uma determinada temperatura e o resfriou, fazendo com que a estrutura cristalina do aço tenha sido modificada e como consequência, fez o metal se tornar mais duro.
Contudo, a natureza é incrível, nela, tudo que existe tende ao equilíbrio, portanto, aquele metal que está duro através da têmpera se tornou um material frágil, ficando quebradiço ao impacto.
Contudo, a natureza é incrível, nela, tudo que existe tende ao equilíbrio, portanto, aquele metal que está duro através da têmpera se tornou um material frágil, ficando quebradiço ao impacto.
E é por isso que em muito dos casos vemos essas talhadeiras lascarem com o impacto, sua têmpera o fez ficar muito duro, porém, sem resistência ao impacto.
Com o passar dos posts você entenderá melhor esses processos.
Têmpera
Aquecimento
O caso mais freqüente de tratamento térmico do aço é alterar uma ou diversas de suas propriedades mecânicas, mediante uma determinada modificação que se processa na sua estrutura. Assim sendo, o aquecimento é geralmente realizado a uma temperatura acima da crítica 727ºC onde se obtém a completa austenização do aço, ou seja total dissolução do carboneto de ferro gama: essa austenização é o ponto de partida para as transformações posteriores desejadas, as quais se processarão em função da velocidade de esfriamento adotada.
Tempo de permanência à temperatura de aquecimento
A influência do tempo de permanência do aço à temperatura escolhida de aquecimento é mais ou menos idêntica à da máxima temperatura de aquecimento, isto é, quanto mais longo o tempo à temperatura considerada de austenização, tanto mais completa a dissolução do carboneto de ferro ou outras fases presentes (elemento de liga) no ferro gama, entretanto maior o tamanho de grão resultante.
Resfriamento
Este é o fator mais importante, pois é ele que determinará efetivamente a estrutura e, em conseqüência, as propriedades finais dos aços. Como pela variação da velocidade de resfriamento pode-se obter desde a perlita grosseira de baixa resistência mecânica e baixa dureza até a martensita que é o constituinte mais duro resultante dos tratamentos térmicos. Por outro lado, a obtenção desses constituintes não é só função da velocidade de resfriamento, dependendo também da composição do aço (teor em elemento de liga, deslocando a posição das curvas em C), das dimensões (seção) das peças, etc. Os meios de esfriamento usuais são: ambiente do forno, ar e meios líquidos.
O resfriamento mais brando é, evidentemente, o realizado no próprio interior do forno e ele se torna mais severo à medida que se passa para o ar ou para um meio líquido, onde a extrema agitação dá origem aos meios de esfriamento mais drásticos ou violentos. Na escolha do meio de esfriamento, o fator inicial a ser considerado é o tipo de estrutura final desejada a uma determinada profundidade.
De fato, a seção e a forma da peça influem consideravelmente na escolha daquele meio. Um meio de resfriamento menos drástico, como óleo, seria o indicado sob o ponto de vista de empenamento ou ruptura, porque reduz o gradiente de temperatura apreciavelmente durante o resfriamento, mas não podem satisfazer sob o ponto de vista de profundidade de endurecimento. É preciso, então conciliar as duas coisas: resfriar adequadamente para obtenção da estrutura e das propriedades desejadas à profundidade prevista e, ao mesmo tempo, evitar empenamento distorção ou mesmo ruptura da peça quando submetida ao resfriamento. Tal condição se consegue com a escolha apropriada do aço.Os meios de resfriamento mais utilizados são: soluções aquosas, águas, óleo e ar.
Consiste no aquecimento do aço a uma temperatura acima da zona crítica, seguindo de resfriamento no ar. A normalização visa refinar a granulação grosseira de peças de aço fundido principalmente; freqüentemente, e com o mesmo objetivo, a normalização é aplicada em peças depois de laminadas ou forjadas. A normalização é ainda usada como tratamento preliminar à têmpera e ao revenido, justamente para produzir estrutura mais uniforme do que a obtida por laminação .Os constituintes que se obtém na normalização são ferrita e perlita fina ou cementita e perlita fina. Eventualmente, dependendo do tipo de aço, pode-se obter a bainita.
Consiste no resfriamento rápido do aço de uma temperatura superior à sua temperatura crítica em um meio como óleo, água, salmoura ou mesmo ar .Como na têmpera o constituinte final desejado é a martensita, o objetivo, o objetivo dessa operação, sob o ponto de vista de propriedades mecânicas, é o aumento da dureza deve verificar-se até uma determinada profundidade.Resultam também da têmpera redução da ductilidade (baixos valores de alongamento e estricção), da tenacidade e o aparecimento de apreciáveis tensões internas. Tais inconvenientes são atenuados ou eliminados pelo revenido.
Os tipos de têmpera são:
Têmpera superficial:
É aplicada à peças de máquinas,e é mais conveniente que seu endurecimento total pela têmpera normal,visto que,nessas aplicações,se objetiva apenas a criação de uma superfície dura e de grande resistência ao desgaste e à abrasão.
Têmpera por chama:
Neste processo, aquece-se rapidamente, acima da temperatura crítica, a superfície a ser endurecida do aço, por intermédio de uma chama de oxiacetileno. Normalmente, o meio de resfriamento é a água à temperatura ambiente, ou, eventualmente, quando se deseja uma têmpera menos severa, ar.
Têmpera por indução:
O calor para aquecer a peça pode ser gerado na própria peça por indução eletromagnética. O controle da profundidade de aquecimento é seguido jogando-se as variáveis: forma da bobina, espaço entre a bobina de indução e a peça, taxa de alimentação de força, freqüência e tempo de aquecimento.
Aços recomendados na têmpera superficial: os aços-carbono comuns, na faixa de 0,30 a 0,60% de carbono, são os mais usados nas aplicações de têmpera por chama, podendo ser endurecidos inteiramente em seções até aproximadamente 12,5 m. O mesmo pode-se dizer em relação à têmpera superficial por indução.
Bibliografia: w.spectru.com.br Chiaverini. V.Tecnologia mecânica, vol.3 Chiaverini. V.Aços e ferros fundidos.
Bibliografia: w.spectru.com.br Chiaverini. V.Tecnologia mecânica, vol.3 Chiaverini. V.Aços e ferros fundidos.
Abaixo deixo um vídeo sobre o processo de têmpera nos aços.
Caso não consigam abrir segue o link:
https://www.youtube.com/watch?v=zjGWmdhnTOM
Bom amigos; espero que tenham gostado deste post, nos próximos, continuarei falando sobre tratamentos térmicos nos aços.
Espero vocês lá... Grande Abraço.
Espero vocês lá... Grande Abraço.
Engenheiro Christian Eduardo Moreira de Souza – Gerente de Projetos da Promont Engenharia.
Formado pela Universidade Paulista – UNIP – Bacelar, pós-graduação em Gestão de Projetos – PMI e mestrando em Processos de Fabricação pela Universidade Júlio de Mesquita Filho – Unesp – Ilha Solteira.
Engenheiro Christian Eduardo Moreira de Souza
Consultoria, Inspeção Nr13, Treinamento e Palestras
e-mail: christian_eduardo81@yahoo.com.br
CEL: 018 997587672
domingo, 12 de fevereiro de 2017
Classificação dos aços e influência de elementos ligas em suas estruturas.
Olá amigos, como é bom vê-los novamente!!!!
Dando sequência ao nosso ultimo post....
Como mencionado, encontramos no mercado uma gama imensa de aços para diversas aplicações, contudo, um bom técnico, está sempre utilizando codificações e linguagens técnicas na área industrial com o propósito de padronizar suas idéias e projetos.
Não entendeu???? Darei um exemplo....
É muito comum profissionais falarem:
Esse parafuso não quebra porque ele é de aço, mas esse que usaram ai, ahhhhh esse é de ferro! Vai quebrar mesmo.
Esse parafuso não quebra porque ele é de aço, mas esse que usaram ai, ahhhhh esse é de ferro! Vai quebrar mesmo.
Por definição, ferro é um mineral que é utilizado na formação do aço, e aço é uma combinação de ferro, carbono e outras ligas (Ni, S, Si, Mg), que formam o aço com diversas qualidades mecânicas.
Independente da terminologia utilizada, o profissional consegue ter o conceito de metais mais resistentes ou menos, dependendo de sua aplicação. Contudo, para a área técnica essa diferença nos materiais são padronizados por diversas normas, será citada nesse post em especial como exemplo a norma SAE (Society of Automotive Engineers - EUA), e AISI (American Iron and Steel Institute-EUA).
As letras XX ou XXX correspondem a cifras indicadoras dos teores de carbono. O teor de carbono indica se o aço é mais resistênte ou não. Assim, por exemplo, nas designações AISI-SAE, a classe "1023" significa aço-carbono com 0,23% de carbono em média e na designação UNS, a classe G10230, significa o mesmo teor de carbono.
A classificação dos aços segundo as normas da SAE (Society of Automotive Engineers - EUA), a mais utilizada em todo o mundo para aços-carbono (aços sem adição de elementos de liga, além dos que permanecem em sua composição no processo de fabricação) e aços de baixa liga (aços com baixas porcentagens de elementos de liga).
A classificação SAE é baseada na composição química do aço. A cada composição normalizada pela SAE corresponde a uma numeração com 4 ou 5 dígitos. A mesma classificação também é adotada pela AISI (American Iron and Steel Institute-EUA). Um extrato contendo exemplos das classificações de alguns aços mais comuns é apresentado na listagem a seguir.
No total são previstas muitas dezenas de classificações. Nelas, os 2 dígitos finais XX indicam os centésimos da porcentagem de C (Carbono) contida no material, podendo variar entre 05, que corresponde a 0,05% de C, a 95, que corresponde a 0,95% de C. Se a porcentagem de C atinge ou ultrapassa 1,00%, então o final tem 3 dígitos (XXX) e a classificação tem um total de 5 dígitos.
Para entender melhor sobre a adição de ligas na composição do aço. A tabela abaixo mostra de forma sucinta a influência dos principais elementos de liga nas propriedades do aço.

Influência dos Elementos de Liga nas Propriedades Mecânicas do Aço
SAE 1XXX – Aço-carbono simples
SAE 10XX – aço-carbono simples (outros elementos em porcentagens desprezíveis, teor de Mn de no máximo 1,0%)
SAE 11XX – aço-carbono com S (Enxofre)
SAE 12XX – aço-Carbono com S e P (Fósforo)
SAE 13XX – aço com 1,6% a 1,9% de Mn (Manganês) (aço-Manganês)
SAE 14XX – aço-Carbono com 0,10% de Nb (Nióbio)
SAE 15XX – aço-Carbono com teor de Mn de 1,0% a 1,65% (aço-Manganês)
SAE 2XXX – aço-Níquel
SAE 23XX – aço com Ni entre 3,25% e 3,75%
SAE 25XX – aço com Ni entre 4,75% e 5,25%
OBS: O Níquel e o manganês reduzem a temperatura eutetóide. A temperatura de transição é reduzida progressivamente com o aumento do teor de níquel (aproximadamente 10 °C para 1% de níquel), mas a redução da temperatura de transformação no resfriamento é maior e irregular. A temperatura de transformação é mostrada na figura para um aço de baixo carbono (0,2%). A mudança ocorre neste caso para um teor de níquel de 8%. Já um aço com 12% de níquel, a transformação começa abaixo de 300 °C no resfriamento
SAE 3XXX – aço-Níquel-Cromo
SAE 31XX – aço com Ni entre 1,10% e 1,40% e com Cr entre 0,55% e 0,90%
SAE 32XX – aço com Ni entre 1,50% e 2,00% e com Cr entre 0,90% e 1,25%
SAE 33XX – aço com Ni entre 3,25% e 3,75% e com Cr entre 1,40% e 1,75%
SAE 34XX – aço com Ni entre 2,75% e 3,25% e com Cr entre 0,60% e 0,95%
SAE 4XXX – Aço-Molibdênio
SAE 40XX – aço com Mo entre 0,20% e 0,30%
SAE 41XX – aço com Mo entre 0,08% e 0,25% e com Cr entre 0,40% e 1,20%
SAE 43XX – aço com Mo entre 0,20% e 0,30%, com Cr entre 0,40% e 0,90% e com Ni entre 1,65% e 2,00%
SAE 46XX – aço com Mo entre 0,15% e 0,30%, com Ni entre 1,40% e 2,00%
SAE 47XX – aço com Mo entre 0,30% e 0,40%, com Cr entre 0,35% e 0,55% e com Ni entre 0,90% e 1,20%
SAE 48XX – aço com Mo entre 0,20% e 0,30%, com Ni entre 3,25% e 3,75%
OBS: O molibdênio pode formar carbonetos complexos no ferro alfa e no ferro gama como (FeMo)6C, Fe21Mo2C6, e Mo2C na presença de carbono. O efeito do molibdênio na forma da curva TTT é similar ao do cromo. O Molibdênio aumenta a temperabilidade e reduz as temperaturas de têmpera. Também ajuda a aumentar a dureza ao rubro e a resistência ao desgaste. O molibdênio é um dos constituintes de alguns aços rápidos, aços resistentes a corrosão e altas.
SAE 5XXX – aço-Cromo
SAE 51XX – aço com Cr entre 0,70% e 1,20%
OBS: O Cromo aumenta a temperabilidade do aço e contribui para a resistência ao desgaste e dureza. Quando o cromo excede 11% em aços de baixo carbono, um filme inerte é formado na superfície, criando resistência ao ataque por reagentes oxidantes. Percentagens mais altas de cromo são encontradas em aços resistentes a altas temperaturas.
Aços com cromo são mais fáceis de usinar do que aços com níquel de resistência mecânica similar.
Os aços com maiores teores de cromo são suscetíveis à fragilização quando resfriados lentamente na faixa de 550/4500C, a partir da temperatura de têmpera. Os aços com cromo são usados quando durezas elevadas são requeridas, como em matrizes, rolamentos, limas e ferramentas.
SAE 6XXX – aço-Cromo-Vanádio
SAE 61XX – aço com Cr entre 0,70% e 1,00% e com 0,10% de V
OBS: O vanádio é um formador de carbonetos (forma VC) e tem ação benéfica nas propriedades mecânicas de aços tratados termicamente, especialmente na presença de outros elementos. Ele precipita no revenido na faixa de 500 - 600 0 e pode induzir endurecimento secundário. O vanádio em pequenas quantidades aumenta a tenacidade pela redução do tamanho de grão. Acima de 1% confere alta resistência ao desgaste especialmente para aços rápidos. Pequenas quantidades de vanádio em combinação com cromo e tungstênio aumentam a dureza ao rubro.
SAE 7XXX – aço-Cromo-Tungstênio
OBS: O tungstênio forma carbonetos WC e W2C, mas na presença de ferro forma Fe3W3C ou Fe4W2C. Quando em solução o tungstênio retarda a transformação austenita / ferrita. Ele refina o tamanho de grão e produz menor tendência a descarbonetação em serviço.
O Tungstênio aumenta a resistência ao desgaste e confere ao aço características de dureza ao rubro. Para um percentual em torno de 1,5% a resistência ao desgaste aumenta moderadamente. Em percentagem de 4%, em combinação com alto carbono, aumenta fortemente a resistência ao desgaste. Em grandes percentagens o tungstênio combinado com cromo aumenta a dureza ao rubro.
SAE 8XXX – aço-Níquel-Cromo-Molibdênio
SAE 81XX – aço com Ni entre 0,20% e 0,40%, com Cr entre 0,30% e 0,55% e com Mo entre 0,08% e 0,15%
SAE 86XX – aço com Ni entre 0,30% e 0,70%, com Cr entre 0,40% e 0,85% e com Mo entre 0,08% e 0,25%
SAE 87XX – aço com Ni entre 0,40% e 0,70%, com Cr entre 0,40% e 0,60% e com Mo entre 0,20% e 0,30%
OBS: O molibdênio pode formar carbonetos complexos no ferro alfa e no ferro gama como (FeMo)6C, Fe21Mo2C6, e Mo2C na presença de carbono. O efeito do molibdênio na forma da curva TTT é similar ao do cromo. O Molibdênio aumenta a temperabilidade e reduz as temperaturas de têmpera. Também ajuda a aumentar a dureza ao rubro e a resistência ao desgaste. O molibdênio é um dos constituintes de alguns aços rápidos, aços resistentes a corrosão e altas temperaturas.
SAE 92XX – aço-Silício-Manganês
SAE 92XX – aço com Si entre 1,80% e 2,20% e com Mn entre 0,70% e 1,00%
OBS: O Silício dissolve na ferrita, atuando como elemento endurecedor. Aumenta a temperatura de transformação e reduz a variação de volume gama-alfa.
SAE 93XX, 94XX, 97XX e 98XX – aço-Níquel-Cromo-Molibdênio
SAE 93XX – aço com Ni entre 3,00% e 3,50%, com Cr entre 1,00% e 1,40% e com Mo entre 0,08% e 0,15%
SAE 94XX – aço com Ni entre 0,30% e 0,60%, com Cr entre 0,30% e 0,50% e com Mo entre 0,08% e 0,15%
SAE 97XX – aço com Ni entre 0,40% e 0,70%, com Cr entre 0,10% e 0,25% e com Mo entre 0,15% e 0,25%
SAE 98XX – aço com Ni entre 0,85% e 1,15%, com Cr entre 0,70% e 0,90% e com Mo entre 0,20% e 0,30%
OBS: O Cobalto tem alta solubilidade em ferro alfa e gama mas uma fraca tendência a formar carbeto. Ele reduz a temperabilidade mas mantém a dureza durante o revenimento. Ele é usado em aços para turbinas e como ligante em metais duros. Ele também intensifica a influência de elementos mais importantes em aços especiais.
O Boro tem sido usado em teores de 0,003 a 0,005% em aços previamente acalmados de grão fino, com o objetivo de aumentar a temperabilidade. Em conjunto com molibdênio, o boro forma um grupo de aços bainíticos de alta resistência à tração. O boro é utilizado em algumas ligas para revestimento de superfícies.
Conclusão:
Como demonstrado, o projetista ou o engenheiro, deve ter bom conhecimento da composição química do aço para que seja aplicado ao seu projeto, pois a má seleção do material, seja ela para melhorar a usinabilidade, resistência ao atrito, soldabilidade, e tantas outras aplicações, é de vital importância o sucesso de seu projeto.
Gostou dessa dica???
Compartilhe essa ideia!!!!!
Conclusão:
Como demonstrado, o projetista ou o engenheiro, deve ter bom conhecimento da composição química do aço para que seja aplicado ao seu projeto, pois a má seleção do material, seja ela para melhorar a usinabilidade, resistência ao atrito, soldabilidade, e tantas outras aplicações, é de vital importância o sucesso de seu projeto.
Gostou dessa dica???
Compartilhe essa ideia!!!!!
Espero que tenham gostado, próximo post começarei a falar sobre tratamentos térmicos nos aços.
Espero vocês lá... Grande Abraço.
Engenheiro Christian Eduardo Moreira de Souza – Gerente de Projetos da Promont Engenharia.
Formado pela Universidade Paulista – UNIP – Bacelar, pós-graduação em Gestão de Projetos – PMI e mestrando em Processos de Fabricação pela Universidade Júlio de Mesquita Filho – Unesp – Ilha Solteira.
Engenheiro Christian Eduardo Moreira de Souza
Consultoria, Inspeção Nr13, Treinamento e Palestras
CEL: 018 997587672
Consultoria, Inspeção Nr13, Treinamento e Palestras
CEL: 018 997587672
Assinar:
Comentários (Atom)